Svetskommissionen är en teknisk branschorganisation för fogande industri. Vi jobbar med standardisering, forskning och utbildning. Svetskommissionens viktigaste uppgift är att verka för våra medlemmars intressen.
- Medlemslogin
- / Press
- / A-Ö
- / In English
- Start
- Kunskapsbanken
-
Teknisk info
- Validering av svetsutrustning
- Termisk sprutning
- Termisk skärning
- Svetsteknisk ordlista
-
Svetsning
-
Svetsmetoder
- Brännsvetsning
- Bultsvetsning
- Diffussionssvetsning
- Elektrogassvetsning
- Elektronstrålesvetsning
- Elektroslaggsvetsning
- Explosionssvetsning
- Friktionssvetsning
- Gassvetsning
- Högfrekvenssvetsning
- Kalltrycksvetsning
- Lasersvetsning
- Magnetpulssvetsning
- MIG/MAG gasmetallbågsvetsning
- MMA
- Plasmasvetsning
- Pressvetsning
- Pulverbågsvetsning
- Punktsvetsning
- Stuksvetsning
- Sömsvetsning
- Termitsvetsning
- TIG gasvolframsvetsning
- Ultraljudsvetsning
- Svetsmetoder översikt
- Val av svetsmetoder
-
Svetsmetoder
- Mekanisk sammanfogning
- Limning
- Hälsa och säkerhet
- Regler och standarder
- Svetsekonomi
- Rådgivning
- Webbshop
- Tidningen Svetsen
- Verktygslåda för svetsansvariga
-
Teknisk info
- Utbildning
- Kurser
- Medlem
- Projekt
- FoU
- Om oss
-
Kunskapsbanken
-
Teknisk info
- Validering av svetsutrustning
- Termisk sprutning
- Termisk skärning
- Svetsteknisk ordlista
-
Svetsning
-
Svetsmetoder
- Brännsvetsning
- Bultsvetsning
- Diffussionssvetsning
- Elektrogassvetsning
- Elektronstrålesvetsning
- Elektroslaggsvetsning
- Explosionssvetsning
- Friktionssvetsning
- Gassvetsning
- Högfrekvenssvetsning
- Kalltrycksvetsning
- Lasersvetsning
- Magnetpulssvetsning
- MIG/MAG gasmetallbågsvetsning
- MMA
- Plasmasvetsning
- Pressvetsning
- Pulverbågsvetsning
- Punktsvetsning
- Stuksvetsning
- Sömsvetsning
- Termitsvetsning
- TIG gasvolframsvetsning
- Ultraljudsvetsning
- Svetsmetoder översikt
- Val av svetsmetoder
-
Svetsmetoder
- Mekanisk sammanfogning
- Limning
- Hälsa och säkerhet
- Regler och standarder
- Svetsekonomi
- Rådgivning
- Webbshop
- Tidningen Svetsen
- Verktygslåda för svetsansvariga
-
Teknisk info
Prenumerera på sidan
- Start
- › Kunskapsbanken
- › Teknisk info
- › Svetsning
- › Svetsmetoder
- › Friktionssvetsning
Friktionssvetsning
Friktionssvetsning ger ingen fullständig uppsmältning av fogytorna. De delar som ska sammanfogas roteras/gnids mot varandra under högt tryck.
När du uppnått rätt svetstemperatur, stoppas rotationen, samtidigt som trycket bibehålls eller ökas tills sammansvetsningen är färdig. Svetsningen kan liknas vid vällning. Under svetsningen bildas en förtjockning av material som pressas ut från fogytorna. På detta vis avlägsnas ytföroreningar så att svetsen blir homogen.
Användningsområden för friktionssvetsning
Metoden användes där åtminstone ena arbetsstycket är rotationssymmetriskt. Vanliga tillämpningar är svetsning av stång mot stång, rör mot rör och rör/stång mot fläns eller ändplatta.
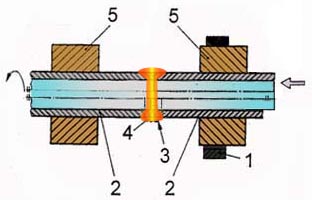
Friktionssvets
1. Broms
2. Arbetsstycke (rör)
3. Vulst
4. Svets
5. Fixtur
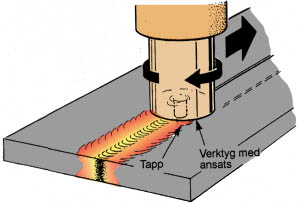
Friktionsomrörningssvetsning
FSW (Friction Stir Welding ) är en relativt ny metod som tillämpas i huvudsak vid svetsning av aluminium men kan även användas i material som zink, magnesium och bly.
Metoden sammanfogar arbetsstycket i fast tillstånd, det vill säga utan att materialet vid någon tidpunkt övergår i smält fas. Fogytorna tvingas samman under värme och kraftig deformation och bildar en homogen svets. Man använder ett roterande verktyg med en tapp som nästan helt penetrerar fogen. Eftersom det krävs högt tryck när verktyget passerar över fogen måste arbetsstycket vara väl inspänt.
Tekniken kan liknas vid fräsning, men ingen material avverkas utan det pressas förbi tappen och fyller upp bakom. Ingen råge bildas. Fogen utformas som en stumfog utan spalt.
Material som passar för friktionsomrörningssvetsning
Metoden kan användas i alla aluminiumkvaliteter inom dimensionsområdet t= 1,6 - 15 mm. Svetshastighet 1m/min vid t= 5 mm. Du kan även använda metoden för koppar, titan, nickel, magnesium, zink och kombinationer av dessa material. Metoden är mindre lämplig för svetsning av stål.

Kontakta oss
Besöksadress:
Grev Turegatan 12A
Visa på kartan ›
Postadress:
Grev Turegatan 12 A
114 46 Stockholm
Telefon, växel:
08-120 304 00
E-post:
info@svets.se
Svetskommissionen Grev Turegatan 12 A, 114 46 Stockholm Tel: 08-120 304 00 E-post: info@svets.se
Cookieinformation:
Vi använder cookies för att förbättra din upplevelse på hemsidan.
Genom att fortsätta godkänner du vår användning av cookies.