Svetskommissionen är en teknisk branschorganisation för fogande industri. Vi jobbar med standardisering, forskning och utbildning. Svetskommissionens viktigaste uppgift är att verka för våra medlemmars intressen.
- Start
- › Kunskapsbanken
- › Teknisk info
- › Svetsning
- › Svetsmetoder
- › Lasersvetsning
Lasersvetsning (och laserhybridsvetsning)
Laser är en förkortning för Light Amplification by Stimulated Emission of Radiation. Metoden använder en laserstråle för att smälta grundmaterialet.
Laser används för både svetsning och skärning/bearbetning av material. Laserstrålen fokuseras med hjälp av ett linssystem eller speglar till några tiondels mm, som ger en koncentrerad uppvärmning av materialet och en låg sträckenergi. Strålen divergerar inte (går inte isär) och når långt i luften utan att förlora energi. Du behöver alltså inte placera lasersvetshuvudet i laserns omedelbara närhet.
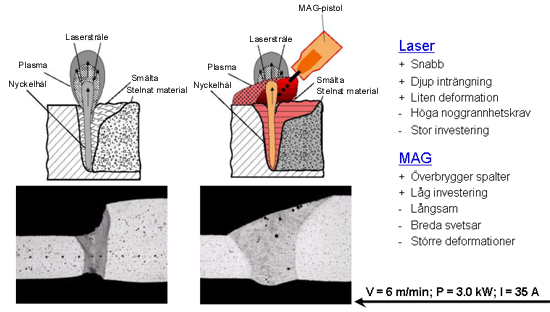
Lasersvetsning finns i två varianter: värmeledningssvetsning eller nyckelhålssvetsning (keyhole welding). I värmeledningssvetsning överförs laserenergin till materialet från en punktformig energikälla som rör sig över materialets yta.
Principen är att laserstrålen värmer upp materialets yta och värme leds in i materialet radiellt ifrån där laserstrålen träffar materialet. Den smälta som bildas är ungefär halvcirkelformad. Vid nyckelhålssvetsning ger en fokuserad stråle med hög effekttäthet en mycket snabb uppvärmning av materialet följt av smältning och förångning.
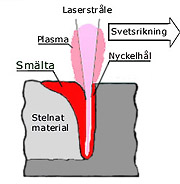
När materialet förångas bildas en kavitet (hålrum) som tränger djupt ned i materialet. Du använder en skyddsgas för att skydda lins och svets, vanligen helium eller argon. Lasersvetsning utförs i huvudsak som stum- eller överlappsfog. Metoden kräver noggrannare preparering av fogkanter än vid konventionell svetsning eftersom det i princip bara accepteras små spaltöppningar. Tillsatsmaterial måste användas vid större spaltöppning för att uppnå fullgod fyllning av fogen.
Inom industrin används två lasersystem: koldioxidlaser och Nd:YAG-laser (Neodymium: Yttrium-Aluminium-Garnet).
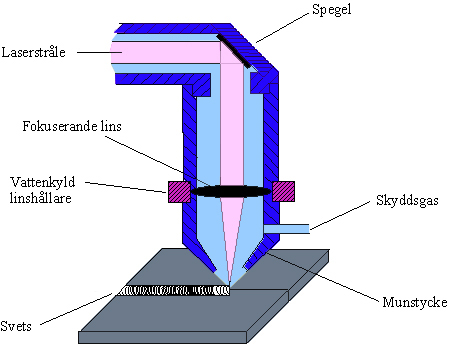
Koldioxidlaser
Koldioxidlasern använder speglar för att avlänka strålen från lasern till arbetsstycket. Dessutom används som regel en fokuserande spegel om effekten är över 3 kW på grund av svårigheten att kyla linssystemet. Normaleffekt som användes inom industrin är 5-12 kW (max möjlig effekt 45 kW).
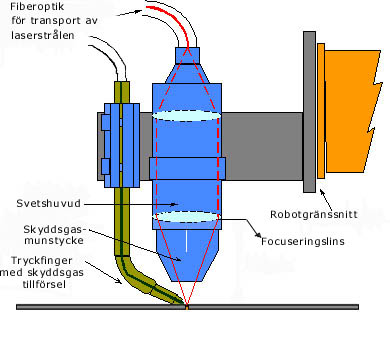
Nd:YAG-laser
Nd:YAG-lasern använder antingen speglar och/eller fiberoptik för att leda laserstrålen. Användandet av optisk fiber i kombination med robot gör Nd:YAG lasersvetsning till en mycket flexibel process. Maximaeffekt är 4 kW.
Användningsområden för lasersvetsning
Med lasermetoden kan de flesta metaller svetsas. Olegerade, låglegerade och rostfria stål svetsas inom dimensionsområdet t= 0,1-20 mm. Även material typ titan, inconel kan svetsas. Aluminium kan svetsas inom t= 0,1-5 mm.
Laserhybridsvetsning - synergi mellan två processer
Lasersvetsning av plåt kan medföra problem eftersom fogspalter orsakar oacceptabla svetsdiken. Laserhybridsvetsning, som är en ny metod, kombinerar i detta fall lasersvetsning med konventionell MIG/MAG-svetsning och ger fördelar främst genom sin förmåga att fylla fogspalter. Laserhybridmetoden ger även ökad produktivitet och lägre sträckenergi och därmed mindre deformationer jämfört med konventionell MIG/MAG-svetsning.
Laserhybridsvetstekniken har vidareutvecklats för kallformnings- och konstruktionsstål i tjocklekar 6-12 mm. Klippta, laserskurna och plasmaskurna ämnen har svetsats, utan ytterligare konstnadskrävande mekanisk fogberedning annat än borttagning av oxider, med bra svetsresultat avseende svetsgeometri och mekaniska hållfasthet. Som skyddgas har en blandning av He/Ar/CO2 givit bäst resultat. Svetshastigheten har kunnat ökas med 50% jämfört med autogen lasersvetsning. Jämfört med MIG/MAG-svetsning kan svetshastigheten ökas med en faktor av 3-5. Metoden har visat sig tillåta stora variationer i inställning av parametrar.
Lasersvetsning och svetsekonomi
Ett lasersystem är en stor investering som kan löna sig tack vare kombinationen av god precision, hög svetshastighet, samt hög kvalitet och små deformationer.
Inom bilindustrin används lasermetoden i stor omfattning och tillämpningen ökar ständigt inom annan industri. Varvsindustrin svetsar fartygspaneler i dimensionsområdet t= 6-15 mm och gör även produktionsförsök med kälsvetsning.
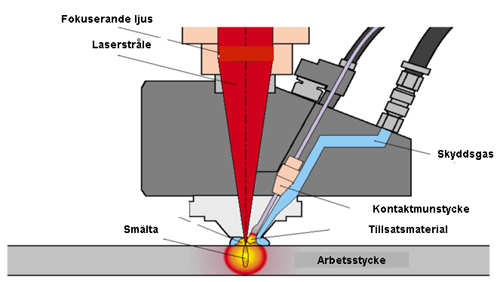
Laserhybridsvetsning (Laser + MIG, TIG, Plasma)