Svetskommissionen är en teknisk branschorganisation för fogande industri. Vi jobbar med standardisering, forskning och utbildning. Svetskommissionens viktigaste uppgift är att verka för våra medlemmars intressen.
- Medlemslogin
- / Press
- / A-Ö
- / In English
- Start
- Kunskapsbanken
-
Teknisk info
- Validering av svetsutrustning
- Termisk sprutning
- Termisk skärning
- Svetsteknisk ordlista
-
Svetsning
-
Svetsmetoder
- Brännsvetsning
- Bultsvetsning
- Diffussionssvetsning
- Elektrogassvetsning
- Elektronstrålesvetsning
- Elektroslaggsvetsning
- Explosionssvetsning
- Friktionssvetsning
- Gassvetsning
- Högfrekvenssvetsning
- Kalltrycksvetsning
- Lasersvetsning
- Magnetpulssvetsning
- MIG/MAG gasmetallbågsvetsning
- MMA
- Plasmasvetsning
- Pressvetsning
- Pulverbågsvetsning
- Punktsvetsning
- Stuksvetsning
- Sömsvetsning
- Termitsvetsning
- TIG gasvolframsvetsning
- Ultraljudsvetsning
- Svetsmetoder översikt
- Val av svetsmetoder
-
Svetsmetoder
- Mekanisk sammanfogning
- Limning
- Hälsa och säkerhet
- Regler och standarder
- Svetsekonomi
- Rådgivning
- Webbshop
- Tidningen Svetsen
- Verktygslåda för svetsansvariga
-
Teknisk info
- Utbildning
- Kurser
- Medlem
- Projekt
- FoU
- Om oss
-
Kunskapsbanken
-
Teknisk info
- Validering av svetsutrustning
- Termisk sprutning
- Termisk skärning
- Svetsteknisk ordlista
-
Svetsning
-
Svetsmetoder
- Brännsvetsning
- Bultsvetsning
- Diffussionssvetsning
- Elektrogassvetsning
- Elektronstrålesvetsning
- Elektroslaggsvetsning
- Explosionssvetsning
- Friktionssvetsning
- Gassvetsning
- Högfrekvenssvetsning
- Kalltrycksvetsning
- Lasersvetsning
- Magnetpulssvetsning
- MIG/MAG gasmetallbågsvetsning
- MMA
- Plasmasvetsning
- Pressvetsning
- Pulverbågsvetsning
- Punktsvetsning
- Stuksvetsning
- Sömsvetsning
- Termitsvetsning
- TIG gasvolframsvetsning
- Ultraljudsvetsning
- Svetsmetoder översikt
- Val av svetsmetoder
-
Svetsmetoder
- Mekanisk sammanfogning
- Limning
- Hälsa och säkerhet
- Regler och standarder
- Svetsekonomi
- Rådgivning
- Webbshop
- Tidningen Svetsen
- Verktygslåda för svetsansvariga
-
Teknisk info
Prenumerera på sidan
- Start
- › Kunskapsbanken
- › Teknisk info
- › Svetsning
- › Svetsmetoder
- › MMA
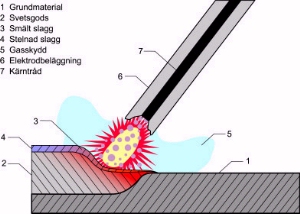
MMA - manuell metallbågssvetsning
MMA (Manuell Metal Arc) kallas även bågsvetsning eller handsvetsning, är ännu den mest välkända svetsmetoden. Elektroden består av en kärntråd med ett utvändigt hölje. Vid svetsning tänds en ljusbåge mellan elektroden och svetsfogen. Denna båge smälter elektroden varvid höljet bildar en skyddande slagg.
Höljet har flera funktioner:
- Skydda dropparna och smältbadet mot luftens skadliga inverkan genom den smälta slaggen och de gaser som bildas under förloppet
- Förbättra bågstabiliteten genom bågstabiliserande ämnen i höljet
- Tillföra legeringsämnen till smältan
- Forma svetsens toppsida och förbättra slagglossningen
- Ge tillräcklig inträngning i grundmaterialet
Tre sorters elektroder
Elektroderna delas in i tre huvudgrupper efter slaggens kemiska sammansättning: sura, basiska och rutilelektroder.
Sura elektroder: Ger jämna och blanka svetssträngar.Slaggen är lätt att avlägsna. Svetsgodset har lägre sträckgräns och brottgräns än rutila och basiska, men ger högre brottförlängning.
Rutila elektroder: Mycket lättsvetsade och lätta att tända och ger slät svets. Risk för hydrogenförsprödning begränsar användningen till svetsning av kolstål med minibrottgräns lägre än 440 N/mm2, eller kol- manganstål .
Basiska elektroder: Dessa elektroder ger den högsta svetsgodskvaliteten ifråga om hållfasthet och seghet samt en god säkerhet mot varmsprickor.Slaggen är normalt svårare att avlägsna. Basiska elektroder är fuktkänsliga/ hygroskopiska och måste därför skyddas mot fukt.
Fördelar med metallbågsvetsning
- Låg investeringskostnad
- Kan användas i alla svetslägen
- Lättillgängligt, omfattande sortiment tillsatsmaterial
- Mindre stränga krav på grundmaterialets renhet och noggrann fogberedning än andra svetsmetoder
Vissa elektroder har bättre svetsningsegenskaper på växelström än på likström. Till dessa hör högutbyteselektroderna.
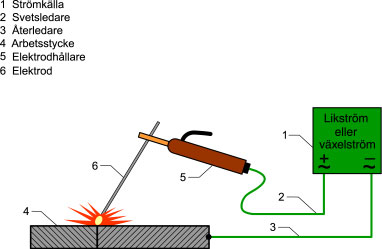
Utrustning
Utrustningen består av strömkälla (likström eller växelström), elektrodhållare, svetskabel och återledare.
Användningsområde - materialtyper
Manuell metallbågsvetsning kan användas för alla olegerade, låglegerade och rostfria allmänna konstruktionsstål och liknande jämförande stål. Ståltyper som kan användas är gjutjärn och aducerat gjutjärn.
Användningsområde - plåtdimension
Manuell metallbågsvetsning kan användas för plåttjocklekar från ca 2 mm upp till de grövsta som normalt används.
Miljöaspekter
Vid svetsning inomhus krävs mycket god allmänventilation och punktutsug av svetsröken. I trånga utrymmen är punktutsug obligatoriskt. Utomhus behöver inga särskilda försiktighetsmått utföras, men svetsaren bör undvika direkt inandning av svetsröken. Du kan läsa mer om arbetsmiljö på Svetsa rätt.

Kontakta oss
Besöksadress:
Grev Turegatan 12A
Visa på kartan ›
Postadress:
Grev Turegatan 12 A
114 46 Stockholm
Telefon, växel:
08-120 304 00
E-post:
info@svets.se
Svetskommissionen Grev Turegatan 12 A, 114 46 Stockholm Tel: 08-120 304 00 E-post: info@svets.se
Cookieinformation:
Vi använder cookies för att förbättra din upplevelse på hemsidan.
Genom att fortsätta godkänner du vår användning av cookies.