Svetskommissionen är en teknisk branschorganisation för fogande industri. Vi jobbar med standardisering, forskning och utbildning. Svetskommissionens viktigaste uppgift är att verka för våra medlemmars intressen.
- Start
- › Kunskapsbanken
- › Teknisk info
- › Limning
Limning
Limning är en metod för att med hjälp av flytande tillsatsmaterial sammanfoga ytor. Ytorna kan bestå av olika material och du limmar oftast vid rumstemperatur.
Det flytande materialet som vanligtvis är organiskt (plast) stelnar genom torkning, avsvalning eller genom kemisk reaktion (härdning). Härdningen startas vid blandning av komponenter, genom värmning eller under inverkan av omgivande miljö.
Limmetoden är ett alternativ/komplement till svetsning, lödning och mekanisk sammanfogning.
- Med limmetoden kan olika material sammanfogas, allt från glas och plast till stål, aluminium och koppar. Limmet är en god isolator som förhindrar uppkomsten av galvaniska element.
- Man kan sammanfoga delar med stora dimensionsskillnader utan att få kastningar i konstruktionen.
- Fogen blir vätsketät
- Bättre utmattningshållfasthet tack vare frånvaron av nitar eller skruvar.
- Goda dämpningsegenskaper = mindre buller och mindre vibrationer.
- Oftast färre delar i konstruktionen
- Mindre maskinbearbetning
- Ingen försämring av egenskaperna hos de hoplimmade materialen
Limning skiljer sig från lödning, hårdlödning och svetsning främst genom att tillsatsmaterialet (lodet) är en plast i stället för en metall.
Avståndet mellan molekylerna i tillsatsmaterialet (limmet) och ytan som ska limmas får vara högst 5 Å för att någon kraftöverföring ska kunna ske. (l Å = en tiomiljondels millimeter).
Ytor som är jämna inom 5 Å finns inte. För att någon kontakt (förutom på tre profiltoppar) ska uppstå måste minst den ena ytan deformera sig till den andra (i limningsfallet lämpligen limmet).
Spontan deformation är när vätning endast sker om limmet har lägre ytspänning än ytan som ska vätas. Detta gäller också för lodet i förhållande till underlaget vid lödning/hårdlödning. Limmet måste alltså vara flytande för att kunna deformera sig. Det bör lämpligen också stelna för att kunna överföra någon last.
Limmets övergång
Limmets övergång från flytande till fast form kan grovt indelas i tre sätt:
Torkning
Lösningar av plast/elastomer
Vattendispersioner av plast/elastomer
Avkylning
Termoplastsmältor
Härdning
Prepolymerer (polymerisation)
För belastade limfogar mot metall och armerade plastmaterial är endast den sista gruppen aktuell (de härdande limmen).
Härdningen kan starta genom:
- Blandning av en eller flera komponenter
- Uppvärmning (värmehärdning)
- Miljöförändring som fuktnärvaro, ändrat pH-värde, syrefrånvaro + metalljonkontakt, UV-eller blåljus
Beroende av vilka molekyler som kommer i kontakt med varandra i gränsskiktet (lim/material) uppstår bindningar med olika energiinnehåll.
Vid belastning av fogen finns alltid så mycket energi i bindningarna att den är starkare än det svagaste av materialen (limmet som material eller något av de limmade materialen).
Alla bindningstyper är dock inte så energirika att de kan motstå påverkan av ett annat medium, som vatten. Adhesionsarbetet kan då minskas eller till och med bli negativt.
För limningar mot metaller krävs vanligen primärbindningar för att vattenbeständiga fogar ska uppstå.
Alla plaster (= lim) är viskoelastiska. Detta får till följd att de ur belastningssynpunkt är mer påverkbara av temperatur och tid än till exempel metaller. Man kan inte sätta ett fixt värde för till exempel elasticitetsmodul för ett lim (plast). Detta värde blir olika även vid relativt små temperaturskillnader.
Kryphållfastheten hos ett lim är också i hög grad temperaturberoende.
Gradering av lim
Det finns många olika sorters lim, och här är ett försök att grovt gradera limmen med beaktande av dessa aspekter:
- Termoplastiska smältlim
- Tejp
- Termoplastlim
- Elastomer (gummilim)
- Något tvärbundna elastomerer (med härdare)
- Härdande smältlim (härdning vid kontakt med fukt)
- 2-komponent rumstemperaturhärdande lim
- Miljöhärdande lim
- 1- och 2-komponents värmehärdande lim
- Härdlimfilmer (värmehärdande, 125-175°C bäst)
Lim som är praktiskt användbara i temperaturer över 300°C är inte så vanliga.
De lim som härdar utan värmetillskott kan sällan användas för praktiskt bruk vid temperaturer över 100°C (undantaget silikon - ca 200-250°C).
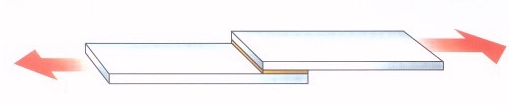
Limfogar ska utformas så att de utsätts för så renodlad skjuvbelastning som möjligt (bland annat beroende av limmens viskoelastiska karaktär).
Långtidsbeständigheten hos en limfog speciellt mot metall som utsätts för korrosiv miljö är i högsta grad beroende av hur välfyllda ytprofiler som kan åstadkommas och/eller hur korrosionsbeständiga oxider som metallytan har före limning.
I dåligt fyllda ytprofiler finns plats för vatten som kan orsaka gränsskiktskorrosion.
Fuktinvandring i ofullständigt fyllda ytprofiler kan också ge upphov till "sprängningar" i gränsskiktet då limfogen utsättes för minustemperaturer.
Vid användande av högviskösa lim och härdlimfilmer kan det vara nödvändigt att först mätta ytprofilen med en tunn primer för att ha möjlighet att uppnå både god initialhållfasthet och långtidsbeständighet.
Krav för limning i stora serier
För att bli en rationell fogningsmetod och alltså användbaqr för limning i stora serier bör hela materialhanteringen beredas för limning.
- Fogytornas kvalitet (renhet) ska kunna styras. Detta innebär hantering, som inte ger nedsmutsning av fogytorna, från tillverkning av materialet till montering av limfogen - eller en förbehandling direkt före limning (tvättning, borstning).
- Produktens konstruktion och fogarnas placering och utformning kan bli avgörande för produktens praktiska limningsmöjligheter.
- Limmets viskositet och konsistens kan komma att ha stor betydelse för applicerings- och hanteringsmöjligheterna. Produktionsmetoden kan till exempel komma att kräva ett lim som inte rinner på vertikala ytor.
- Limapplicering kan behöva automatiseras.
- För många av de "snabba" limmen, kan fixeringstiderna ändå komma att betraktas som långa. Detta gör att användningen av temporära fixeringshjälpmedel - eller kombinationen med tejp och mekaniska förband bör övervägas.
- Gällande arbetsmiljöregler kan komma att påverka limval och produktionsuppläggning. Det är därför lämpligt att sätta sig in i dessa innan projektarbetet startas.
