Svetskommissionen är en teknisk branschorganisation för fogande industri. Vi jobbar med standardisering, forskning och utbildning. Svetskommissionens viktigaste uppgift är att verka för våra medlemmars intressen.
- Medlemslogin
- / Press
- / A-Ö
- / In English
- Start
- Kunskapsbanken
-
Teknisk info
- Validering av svetsutrustning
- Termisk sprutning
- Termisk skärning
- Svetsteknisk ordlista
-
Svetsning
-
Svetsmetoder
- Brännsvetsning
- Bultsvetsning
- Diffussionssvetsning
- Elektrogassvetsning
- Elektronstrålesvetsning
- Elektroslaggsvetsning
- Explosionssvetsning
- Friktionssvetsning
- Gassvetsning
- Högfrekvenssvetsning
- Kalltrycksvetsning
- Lasersvetsning
- Magnetpulssvetsning
- MIG/MAG gasmetallbågsvetsning
- MMA
- Plasmasvetsning
- Pressvetsning
- Pulverbågsvetsning
- Punktsvetsning
- Stuksvetsning
- Sömsvetsning
- Termitsvetsning
- TIG gasvolframsvetsning
- Ultraljudsvetsning
- Svetsmetoder översikt
- Val av svetsmetoder
-
Svetsmetoder
- Mekanisk sammanfogning
- Limning
- Hälsa och säkerhet
- Regler och standarder
- Svetsekonomi
- Rådgivning
- Webbshop
- Tidningen Svetsen
- Verktygslåda för svetsansvariga
-
Teknisk info
- Utbildning
- Kurser
- Medlem
- Projekt
- FoU
- Om oss
-
Kunskapsbanken
-
Teknisk info
- Validering av svetsutrustning
- Termisk sprutning
- Termisk skärning
- Svetsteknisk ordlista
-
Svetsning
-
Svetsmetoder
- Brännsvetsning
- Bultsvetsning
- Diffussionssvetsning
- Elektrogassvetsning
- Elektronstrålesvetsning
- Elektroslaggsvetsning
- Explosionssvetsning
- Friktionssvetsning
- Gassvetsning
- Högfrekvenssvetsning
- Kalltrycksvetsning
- Lasersvetsning
- Magnetpulssvetsning
- MIG/MAG gasmetallbågsvetsning
- MMA
- Plasmasvetsning
- Pressvetsning
- Pulverbågsvetsning
- Punktsvetsning
- Stuksvetsning
- Sömsvetsning
- Termitsvetsning
- TIG gasvolframsvetsning
- Ultraljudsvetsning
- Svetsmetoder översikt
- Val av svetsmetoder
-
Svetsmetoder
- Mekanisk sammanfogning
- Limning
- Hälsa och säkerhet
- Regler och standarder
- Svetsekonomi
- Rådgivning
- Webbshop
- Tidningen Svetsen
- Verktygslåda för svetsansvariga
-
Teknisk info
Prenumerera på sidan
- Start
- › Kunskapsbanken
- › Teknisk info
- › Svetsning
- › Svetsmetoder
- › Pulverbågsvetsning
Pulverbågsvetsning
Pulverbågsvetsning är en högproduktiv, mekaniserad svetsmetod, som kan utföras med en till tre kontinuerliga elektroder.
Ljusbågen eller ljusbågarna brinner under ett lager svetspulver som smälter närmast ljusbågen och bildar slagg på svetsen. Det osmälta pulveröverskottet kan återanvändas.
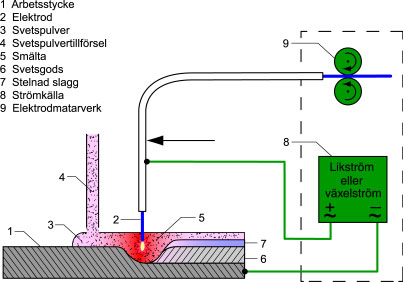
Pulvrets uppgift är dels att skydda smältan från luftens syre och kväve och dels att tillföra legeringsämnen till svetsgodset för att uppnå erforderliga hållfasthetsegenskaper.
Konkurrensfördelar med pulverbågsvetsmetoden
Pulverbågsvetsmetodens konkurrensförmåga ligger framför allt i:
- Den höga insvetshastigheten
- Den djupa inträngningen, som även kan innebära reducering av fogvolymen jämfört med handsvetsning
- Hög bågtidsfaktor
- Ställer mindre krav på svetsarens (operatörens) skicklighet vid jämförelse med manuella svetsmetoder
Svetsläge: Horisontala fogar (max lutningsvinkel från horisontalplanet ca 5o). Med speciell utrustning kan svetsning utföras av liggande vertikalfogar. Utrustning: Strömkälla (lik- eller/och växelström), framföringsutrustning med svetshuvud (traktor, portal), styrning och kablage. Aktionsradien är omfattande. Pulverbågsvetsning bör endast ske inomhus eller på plats som är väl skyddad mot regn och vind. Svetspulvret ska skyddas mot fuktupptagning för att man du ska få ett godkänt svetsresultat.
Produktivitet
Pulverbågsvetsar har högre homogenitet än svetsar utförda med de flesta konventionella metoder. Vanligtvis arbetar man med höga strömmar vid pulverbågsvetsning, vilket som regel eliminerar behovet av förhöjd arbetstemperatur. Vid svetsning av stål med höga brottgränser begränsas ofta svetsströmmen till 600-800 A max. för att bibehålla i görligaste mån en finkornig struktur, men ändå utnyttja den hos pulverbågmetoden stora fördelen som den höga insvetshastigheten, vilken är proportionell till svetsströmmen, utgör.
Användningsområde, materialtyp och plåtdimension
Metoden användes vid svetsning av olegerade, låglegerade och rostfria konstruktions- och tryckkärlsstål. Plåttjocklek från ca 2 mm. I-fogar upp till 12 mm. Vid större tjocklekar användes Y-fog eller dubbel Y-fog.
Krav på operatören
Då metoden är automatiserad ställs inga krav på den manuella skicklighet, som är nödvändig vid manuell eller delmekaniseradsvetsning. Kompetensprov är obligatoriskt för vissa svetsarbeten.
Miljöaspekter
Pulverbågsvetsning orsakar varken svetsrök eller irriterande strålning och är därför överlägsen de flesta andra smältsvetsmetoder ur miljösynpunkt. Läs mer om arbetsmiljö på Svetsa rätt.
Mekanisering
Metoden lämpar sig för fullständig eller delvis mekanisering/automatisering.

Kontakta oss
Besöksadress:
Grev Turegatan 12A
Visa på kartan ›
Postadress:
Grev Turegatan 12 A
114 46 Stockholm
Telefon, växel:
08-120 304 00
E-post:
info@svets.se
Svetskommissionen Grev Turegatan 12 A, 114 46 Stockholm Tel: 08-120 304 00 E-post: info@svets.se
Cookieinformation:
Vi använder cookies för att förbättra din upplevelse på hemsidan.
Genom att fortsätta godkänner du vår användning av cookies.